MENU
News & Articles
Search
Who We Are
Company Overview
Global Focus
USA
Canada
Europe
China
Mexico
Careers
What We Do
Products
Reinforced Inflatable Seals
Reinforced Inflatable Bags
Accessories
Product Gallery
Solutions
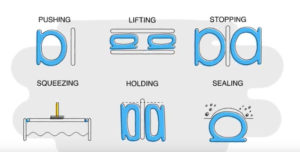
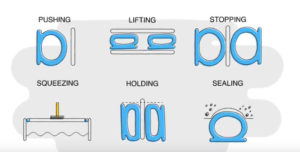
Hold
Lift
Push
Seal
Squeeze
Stop
Materials
Design & Engineering
Quality Assurance Program
How to Scope Your Seal
RFQ
Who We Serve
Markets
Projects
Client List
Engineering
Geometry
Cross Sections
Materials Selection
Temperature Range Charts
Installation Instructions
Material Standards
Inflatable Seals 101
Inflatable Seals FAQ
Find Your Cross Section
Seal Master Logo
Seal Master Logo
(330) 673-8410
Contact Us
News and Articles
search
Custom Inflatable Seals
Home
/
Custom Inflatable Seals
Stay up-to-date with the latest industry news and announcements from the Seal Master team.
By Tag:
View All
40th Anniversary
43 years
air bag
air bag design
air bag fabrication and design
air bag OEM
air bladder
air cushion OEM
Air Fittings
air lifting
air sealing inflatable
air tight seal
bladder
bladder bag
bladder inflatable
bladder OEM
canal inflate
clamping
company picnic
conduit seal
Control Devices
cushion
custom design inflatable
Custom Designed Rubber Seals
Custom Engineered Inflatable Seals
Custom Inflatable Bags
Custom Inflatable Seals
Custom Manufactured Rubber Products
Custom Mixed Rubber Compounds
Custom Rubber Products
Custom Rubber Seals
diaphragm
drift inflatable
drift inflate
drift seal
duct sealing
emergency responder inflatable bags
Employees
engineered inflatable solutions
Engineered Rubber Product Solutions
engineered seal(s)
Engineering Department
EPDM rubber
Fluorosilicone
food truck
Global Market
heavy duty inflatable
heavy-construction inflatable
heavy-duty
high-pressure lift bag
Industrial Rubber Products
industrial sealing
Inflatable bag
inflatable bladder
inflatable bladder used for lifting
inflatable conduit seal
inflatable drift
inflatable fabrication
inflatable OEM
Inflatable Rubber Products
Inflatable Rubber Seals
inflatable seal
Inflatable Seal Applications
Inflatable Seal Cross Sections
Inflatable Seal Geometry
Inflatable Seal Material Selection
inflatable stopper(s)
inflatable tunnel
Kevlar reinforced rubber bag
lamination
lift safely
London Underground
low- pressure lift bag
Manufacturing Rubber Products
Material Handling
OEM air bag
OEM air bladder
OEM air cushion
OEM bladder
OEM cushion
OEM inflatable
Pharmaceutical Rubber Products
pipe sealing
Platform Train Interface
positioning
pressing
Pressure Decay Testing
pressure lifting
Quality Control
reinfo
reinforced air bag
Reinforced Inflatable Seals
Reinforced Seals
Retaining Systems
retirement
Rubber Inflatable Seals
Rubber Product Solutions
Rubber Seal Manufacturing
Rubber Seals
Seal Master
Seal Master Team
Seals
shifting
Silicone Inflatable Seals
swensons
Water Tight Seal
Yacht Tender Bay
Yacht Tender Garage
Education
Fabric-reinforced Seals with a Pushing Force
Education
A Review of Basic Seal Geometry
Education
Our Commitment to Quality
Education
The Power of Inflatable Seals
Education
Inflatable Seals: a Holding Force
Education
Seals, What Are They Made Of?
Education
Installing an Inflatable Seal Into a Retainer with Corners
Education
Learn More About Applying Stopping Force
Education
Feature: Inflatable Seals
Education
Product Spotlight: Inflatable Bag
Education
Examples of Seal Master Solutions
1
2
3
Next Page
Search Seal Master Corp.